3.5.4 Registro
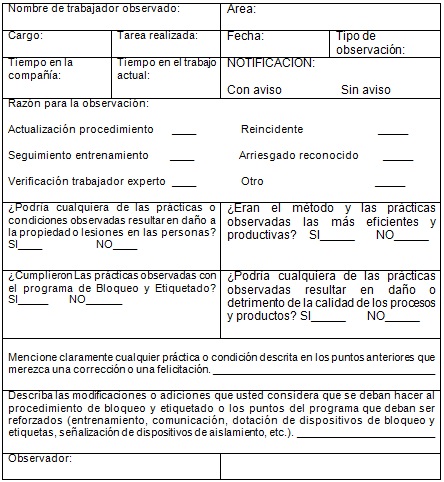
Para que la observación no quede en la informalidad y se pueda hacer una revisión periódica de las diferentes sesiones, es necesario dejar registros que contengan información básica del proceso y a la vez orienten al observador sobre los puntos clave a registrar. En la Tabla No. 2 se presenta un ejemplo de cómo puede ser el formato para el registro de la observación.
3.5.5 Seguimiento
El seguimiento es un factor crítico de éxito para determinar si el tiempo que se invirtió en la observación planeada fue aprovechado o desperdiciado. Normalmente como resultado de la observación quedan puntos a mejorar bien sea en el trabajador observado o en el funcionamiento del Programa de Bloqueo y Etiquetado, por ello será necesario verificar no solamente si se ejecutaron dichos planes de acción, sino qué tan efectivos han sido estos. A menudo se pueden establecer compromisos como el de capacitar nuevamente a grupos de trabajadores, el hecho de que se realice la capacitación no garantiza la efectividad de la misma, por lo que será necesario realizar nuevas observaciones a trabajadores que aplican el estándar de bloqueo y etiquetado.
De igual forma, será importante verificar si las condiciones que se detectaron como subestándar han sido mejoradas y si los puntos del procedimiento que fueron modificados o corregidos, han sido comunicados y comprendidos por los trabajadores.
Tabla No. 2 Ficha para el Registro de Observaciones
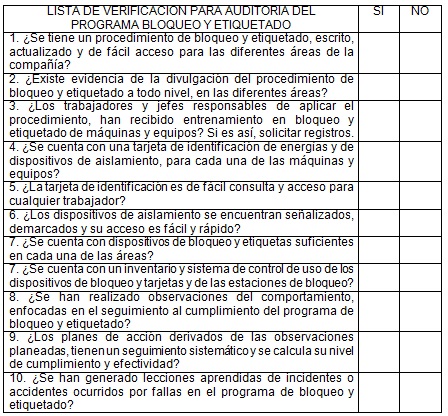
3.6 Auditorías al Procedimiento de Bloqueo y Etiquetado de Maquinas y Equipos
Adicional a las observaciones planeadas, es necesario incluir dentro del programa un sistema de auditorías internas que permitan establecer algunas desviaciones y que adicionalmente permitan confirmar el ciclo de mejora continua.
Estas auditorías deben estar enfocadas en el sistema como tal, en todo el procedimiento y no solamente en el cumplimiento o no del estándar, por ello a continuación mencionamos algunos aspectos que deben ser auditados por lo menos una vez al año en las empresas:
3.7 Documentación
Es importante que la empresa lleve la documentación relacionada con el Programa de Bloqueo y Etiquetado, la cual puede incluir:
- Documentación sobre capacitación (nombres de participantes, fecha, tema, nombre del instructor, muestra del material didáctico/programa, resultados de pruebas presentadas).
- Archivo de actividades del programa (quién, qué, cuándo, dónde y cómo).
- Inventario y ubicación de maquinaria y equipos.
- Documentación de la expedición de candados y llaves.
- Puede ser útil también mantener un archivo de todas las máquinas que están fuera de servicio.
4. Seguimiento y Verificación del Programa
4.1 Indicadores del Sistema
Algunos indicadores que se pueden utilizar son los siguientes:
(No. de auditorías realizadas al procedimiento / No. de auditorías programadas) * 100
(No. de trabajadores entrenados en el procedimiento / No. de trabajadores) * 100
(No. de accidentes con máquinas / HHT) * k
- Auditorías Internas al Procedimiento
Es fundamental que el procedimiento incluya auditorías internas periódicas que permitan monitorear el cumplimiento del estándar. Estos seguimientos deben ser realizados por un equipo multidisciplinario que puede estar constituido por los responsables de las áreas de mantenimiento y producción, así como el responsable del área de seguridad industrial y salud ocupacional.
Estas auditorías deben generar informes con los respectivos planes de acción tanto correctivos como preventivos, que permitan ir fortaleciendo el sistema.
Anexo No. 1
Condiciones de Seguridad Asociadas a las Máquinas, Previas a la Implementación del Programa de Energías Peligrosas
Objetivo
Desarrollar un documento guía que permita al observador identificar aspectos considerados como riesgosos dentro del funcionamiento normal de la máquina o equipo y sean el soporte del programa de energías peligrosas.
1. Guardas
- Los elementos móviles de la máquina son inaccesibles para todas las personas que laboran en el lugar.
- Los puntos de peligro (atrapamiento, amputación, etc.) se encuentran identificados.
- Existen guardas fijas que impiden el acceso a las partes en movimiento de la máquina.
- Las guardas cubren el 100% de las partes móviles de la máquina.
- Se encuentran fijos a pared o al piso, de manera que no puedan retirarse fácilmente.
- Su fijación garantiza que se requiere de una herramienta para que puedan ser retirados o abiertos.
- Para que sean retirados, se requieren una acción voluntaria. La persona es conciente de este acto inseguro.
- Las guardas móviles o pantallas protectoras cuentan con sensores de apertura, que paran la máquina cuando sea abierta.
- Si la pantalla se encuentra abierta impide el funcionamiento de la máquina.
- En el tablero de mando hay indicadores que verifican que las guardas se encuentren cerradas cuando la máquina se encuentra en funcionamiento.
- Su ubicación no ocasiona riesgos adicionales, como tropiezos.
2. Sensores y Dispositivos de Apertura y Proximidad
- Las pantallas móviles, deben contar con su respectivo dispositivo de control de apertura.
- Debe validarse su conexión y funcionamiento.
- Dentro del programa de mantenimiento preventivo de la máquina debe incluirse la revisión de estos dispositivos.
- En la instalación o mantenimiento de estos dispositivos deben tenerse en cuenta los siguientes aspectos:
- Las vibraciones de la máquina pueden aflojar la fijación del detector.
- La suciedad: la acumulación de polvo en las fotoceldas puede impedir la información oportuna.
- Los cuerpos extraños: tanto líquidos como sólidos.
- La pintura de la máquina.
3. Alta Tensión
- La empresa tiene definidos o estandarizados los procedimientos para la intervención del alto voltaje.
- Los interruptores o totalizadores de los tableros deben ser automáticos, a efectos de reemplazar fusibles fundidos.
- La ubicación del tablero no está expuesta a humedad, polvo u otro tipo de contaminante.
- Los tableros de distribución o gabinetes eléctricos deben estar cerrados, contar con su respectiva señal que indique alto voltaje y debe tener un sistemas de apertura que suspendan el voltaje en el momento de abrirlos.
- Preferiblemente debe contar con el respectivo plano eléctrico, identificando los puntos de bloqueo.
- Dentro del tablero no hay ninguna clase de elemento que pueda condicionar otra clase de riesgo, como incendio.
- Este procedimiento como mínimo debe tener en cuenta:
- Los puntos de cierre o corte deben estar identificados.
- El empleo de sistemas de candado para asegurar el bloqueo.
- La instalación de señales y tarjetas que indiquen que el circuito se encuentra cerrado.
- Procedimiento para medir la ausencia de tensión en el circuito.
- La instalación de elementos de aseguramiento de la energía estática (polo a tierra).
- El personal de mantenimiento eléctrico tiene conocimiento o formación en:
- Las características de las instalaciones eléctricas de la empresa.
- Metodología de trabajo para actividades de alta tensión.
- Permisos de trabajo.
- Bloqueo de fuentes.
- Primeros auxilios.
4. Cableado
- Todos los sistemas de cableado deben estar protegidos a través de canaletas o tubos.
- Debe estar aislado de cualquier clase de efecto atmosférico (lluvia) o efecto del proceso (humedad, temperatura, polvo).
- Ordenar y aislar el cableado es una actividad que debe realizarse de manera periódica.
5. Tablero de Mandos
- Los controles son claramente visibles e identificables.
- Se pueden operar con seguridad, existen pocas probabilidades de equivocarse cuando se requieran usar.
- Todos los interruptores de circuitos, válvulas o mecanismos de aislamiento de energía deben colocarse en la posición que indique que está desconectado cuando se va a realizar un trabajo de corte, reparación o similar.
- Dentro del programa de mantenimiento se validará la confianza y la interconexión de los controles.
- Se encuentra ubicado lejos de la zona peligrosa. Excepto las paradas de emergencia.
- Preferiblemente debe existir un plano de la conexión eléctrica que alimenta el tablero de mandos.
- Para el accionamiento del equipo, debe existir una maniobra intencionada (accionamiento o energización empleando llave, entre otras).
- El sistema de velocidades del equipo cuenta con seleccionador para alta, media y baja.
- Debe existir una señal audible (alarma) y/o visible (sirena), que indique a los operadores del área que el equipo va a arrancar.
- Las paradas de emergencia deben estar ubicadas en los puntos estratégicos de la máquina donde existan peligros de atrapamiento o amputación. Fácilmente accesibles y visibles desde cualquier lugar.
- El botón de parada de emergencia debe ser de color rojo y tener un círculo amarillo en la parte inferior.
- El accionamiento de la parada de emergencia debe provocar la parada del proceso de la máquina en un tiempo suficientemente corto y debe implicar el bloqueo y por tanto la reiniciación del equipo.
- Debe garantizarse que el desbloqueo de la parada de emergencia no pone de nuevo la máquina en marcha.
- Al ser accionado o pulsado debe quedar en enclavado y para ponerlo nuevamente en funcionamiento, únicamente puede emplearse una llave.
- Por su ubicación (en algunos casos) puede contar con protector para que no sea accionado accidentalmente.
6. Estándares de Seguridad
- Debe existir el manual de instrucciones de la máquina y estar a disposición del operador en cualquier momento.
- En este manual deben quedar especificados los siguientes aspectos:
- Forma de uso para la puesta en marcha.
- Metodología de trabajo cuando esté en funcionamiento.
- Procedimientos de mantenimiento preventivo.
- Tipos y cantidad de energía.
- Puntos de bloqueo y tarjeteo de las energías.
- Contraindicaciones de uso.
- Elementos de protección personal requeridos para operar la máquina.
- Cada operador recibirá instrucción apropiada sobre el manejo de la máquina y los ítems enunciados en el punto 2.
- Debe ser de conocimiento de las áreas de producción y mantenimiento especialmente, el programa de inspecciones y mantenimientos preventivos de la máquina.
- Dentro del cronograma de mantenimiento preventivo deben incluirse aspectos tales como:
- Inspecciones específicas. Instalaciones eléctricas, Sistemas presurizados (calderas), aquellas que sean regidas bajo norma colombiana.
- Inspecciones generales. Condiciones locativas en general.
- El programa de mantenimiento de cada máquina debe contener la siguiente información:
- Información general del equipo (suministrado por el proveedor).
- Tipo y cantidad de energías que hacen parte de su funcionamiento.
- Análisis de las principales causas de daños o paradas generadas en el equipo.
- Inventario de repuestos y partes de cambio.
- Historial de intervenciones (preventivas y correctivas).
- Programa de intervenciones preventivas.
- Registro de mano de obra especializada (si se requiere).